

























Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
PRODUCT CATEGORIES
View:
Min. Order: 1000 Piece/Pieces
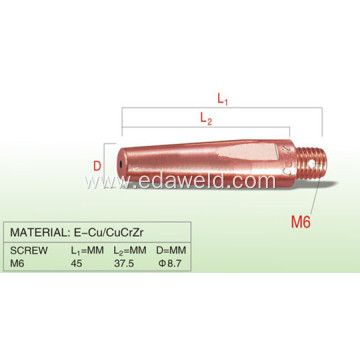
Model No.: CT0009
Place of Origin: china
Transportation: Ocean,Air
Certification: CE
M6 Contact Tip MIG/MAG Welding Torch FAQ
Q1: Can I get a samples to check the quality?
A:Sure,we can supply samples. For regular
goods, the sample cost is different from the amount
you want.For our new products, there's a MOQ of the samples.
Q2: Can I put my logo on
the boxes/cartons?
A: Yes, this can be made...

Min. Order: 1000 Piece/Pieces
Model No.: M6 25.5mm
Place of Origin: china
Transportation: Ocean,Air
Certification: CE
M6 25.5mm Contact Tip mini Welding Torch

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
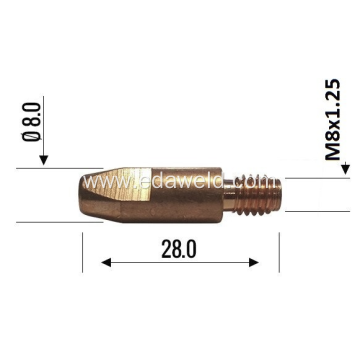
BINZEL MIG WELDING 141.0010 CONTACT TIP M8 FAQ
Q1: Can I get a samples to check the quality?
A:Sure,we can supply samples. For regular
goods, the sample cost is different from the amount
you want.For our new products, there's a MOQ of the samples.
Q2: Can I put my logo on
the boxes/cartons?
A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0445 CONTACT TIP 1.2mm FAQ
Q1: Can I get a samples to check the quality?
A:Sure,we can supply samples. For regular
goods, the sample cost is different from the amount
you want.For our new products, there's a MOQ of the samples.
Q2: Can I put my logo on
the boxes/cartons?
A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0679 CONTACT TIP 2.4mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0656 CONTACT TIP 2.0mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0677 CONTACT TIP 2.4MM FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0653 CONTACT TIP 2.0mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0590 CONTACT TIP 1.6MM FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 141.0022 CONTACT TIP 1.6mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0587 CONTACT TIP 1.6mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0558 CONTACT TIP 1.6mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 141.0020 CONTACT TIP 1.6mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0555 CONTACT TIP 1.6mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0445 CONTACT TIP 1.2mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0316 CONTACT TIP 1.0mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...
Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0117 CONTACT TIP 0.8mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 141.0015 CONTACT TIP 1.2mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 141.0008 CONTACT TIP 1.0mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 141.0003 CONTACT TIP 0.8MM FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0442 CONTACT TIP 1.2mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0313 CONTACT TIP 1.0mm FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...
Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
BINZEL MIG WELDING 140.0114 CONTACT TIP 0.8MM FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...

Brand: OEM/EDAWELD
Packaging: carton
Supply Ability: 1000
Min. Order: 1000 Piece/Pieces
Certificate: CE
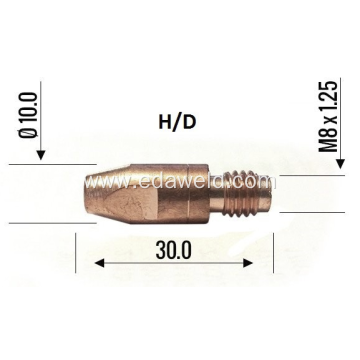
BINZEL MIG WELDING 140.0382 CONTACT TIP M8 FAQ Q1: Can I get a samples to check the quality? A:Sure,we can supply samples. For regular goods, the sample cost is different from the amount you want.For our new products, there's a MOQ of the samples. Q2: Can I put my logo on the boxes/cartons? A: Yes, this can be made...
China Contact Tips Suppliers
Selecting equipment to provide the highest quality and productivity in a welding operation goes beyond just the power source or welding gun - consumables play an important role, as well. Contact Tips, in particular, can make a significant difference between running an efficient process and accruing downtime to rectify problems. Selecting the right contact tip for the job can also impact the profitability of the welding operation.

Hot Products
Home > Products > Welding Torches And Accessories > Contact Tips
Send Inquiry

Ms. YAO SHANSHAN
Tel:86-0519-85860058
Fax:86-0519-85860058
Mobile Phone:+8618961200813
Email:sandra_yao@edaweld.com
Address:No.382, Changhong East Road, Yaoguan Town, Wujin District, Changzhou City,Jiangsu, China, Changzhou, Jiangsu
Related Products List
Mobile Site

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.